Разделы
Полезные сайты
Счетчики
ЭЛЕКТРОННОЕ УСТРОЙСТВО - ЭПОКСИДНЫЙ БРИКЕТ
При окончательном оформлении различных конструкций радиолюбители нередко испытывают затруднения в изготовлении корпусов, особенно если изготовляемой конструкции предстоит работать в тяжелых условиях, например, под капотом автомобиля. В тех случаях, когда изготовляемое устройство имеет сравнительно небольшие размеры, можно рекомендовать полную заливку конструкции эпоксидным клеем ЭКФ с наполнителем, в качестве которого проще всего использовать тальк. Готовое изделие в этом случае представляет собой прямоугольный брикет серо-коричневого цвета из эпоксидной смолы с гладкими гранями.
Для заливки плату с деталями помещают в специально изготавливаемую сборно-разборную форму. Наилучший материал для формы - листовое органическое стекло. Оно удобно тем, что практически не имеет адгезии (прилипания) к эпоксидному клею и обеспечивает изготовленной отливке чистые глянцевые поверхности.
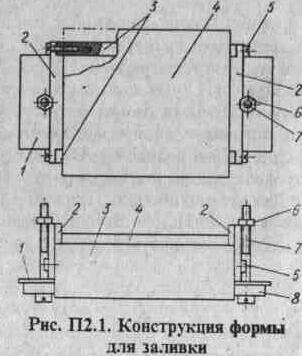
На рис. П2.1 показан пример проверенной на практике конструкции формы для заливки небольшого устройства, собранного на печатной плате 1. Детали 2 и 3 формы следует изготовить из листа органического стекла толщиной 6 мм, а деталь 4 - 4 мм. Основание 8 может быть дюралюминиевым (толщиной 5...6 мм) или стальным.
Детали 2 и 3 лучше всего отфрезеровать на станке. В этом случае легко обеспечить точность, необходимую для того, чтобы можно было обойтись
одним винтом для скрепления каждого угла формы. Если детали формы изготавливать вручную, практически невозможно вырезать пазы, обеспечивающие жесткость формы при скреплении деталей угла одним винтом. В этом случае придется использовать по два винта на каждый угол. Для одноразовой заливки боковые стенки формы можно склеить.
Чертеж на рис. П2.1 показывает, что плату под заливку следует изготовлять так, чтобы она удовлетворяла двум требованиям. Во-первых, она должна иметь припуски по длине с
обеих сторон; после затвердевания смолы и разборки формы припуски могут быть обрезаны.
Во-вторых, монтаж на плате должен быть "поверхностным", т. е. детали монтируют со стороны печатных дорожек, припаивая выводы прямо к фольге. Никаких отверстий под выводы деталей сверлить не предусматривается.
Таким образом, у готового брикета пять граней - эпоксидные, а шестая представляет собой наружную сторону платы.
Выводы от платы, выполненные гибким проводом в ПВХ изоляции (или лучше - в полиэтиленовой), перед заливкой пропускают через отверстия в
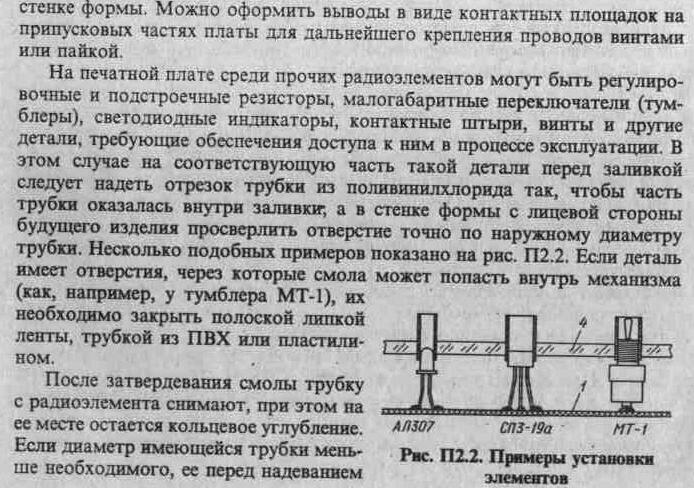
на деталь следует в течение некоторого времени выдержать в ацетоне или растворителе 746 (либо 747).
Светодиодные цифровые индикаторы можно установить вплотную к одной из стенок формы, перед заливкой их лицевую поверхность целесообразно покрыть тонким слоем эпоксидного клея без наполнителя.
В припусковых частях платы сверлят по отверстию диаметром 3...4 мм под винты 7 (рис. П2.1) для сборки формы. Эти отверстия можно потом использовать как крепежные для готового изделия. Пластина - основание 8 -служит для того, чтобы при затяжке гаек 6 не происходило изгибания платы (особенно, если она тонкая).
При отверждении эпоксидная смола дает некоторую усадку, в результате чего на поверхности изделия, как правило, в середине той грани. которая была обращена вверх, могут образоваться небольшие углубления -раковины. Уменьшению усадки способствует введение в смолу наполнителя. Лучшим наполнителем считают порошкообразную окись алюминия. Удовлетворительные результаты дает применение хорошо высушенных порошков гипса, мела и других.
Для того чтобы раковина не появилась на гранях брикета, в центральной части платы, в относительно свободном от деталей месте, сверлят дренажное отверстие диаметром 1,5...2 мм. Оно даст возможность в дальнейшем заполнить образовавшуюся под платой раковину.
Заливку начинают со сборки формы. Винтами 5 (рис. П2.1) соединяют ее боковые стенки. Тщательно обезжиренное и просушенное устройство устанавливают в форму, подложив под него основание 8, и закрепляют винтами 7 с гайками 6. Если есть радиоэлементы, выходящие за лицевую поверхность, проверяют соосность отверстий в лицевой пластине формы.
В отверстия, через которые из формы пропущены выводы, следует ввести с внешней стороны небольшое количество жидкого масла. Дренажное отверстие заглушить отрезком спички.
В чистой посуде приготовляют необходимое количество эпоксидного клея, добавляют в него наполнитель и тщательно перемешивают. Желательно, чтобы при этом в смесь не попало слишком много пузырьков воздуха (эта пена потом может доставить много хлопот). Готовый компаунд должен иметь вязкость очень густой сметаны. Клей ЭКФ с тальком дает после затвердевания непрозрачную заливку приятного серо-коричневого цвета, а из клея ЭДП получается полупрозрачная заливка красно-коричневого цвета. Для заливки годится также эпоксидная шпатлевка без дополнительного наполнителя.
Заливают полость в форме с небольшим избытком, следя за тем, чтобы компаунд заполнил все ее углы. Если сверху оказалось много пены, ее следует осторожно снять и в форму добавить компаунд без пены.
Закрывают форму пластиной 4 и фиксируют ее нитками или резиновыми кольцами. После этого форму переворачивают лицевой поверхностью вниз, вынимают заглушку из дренажного отверстия и прочищают его. Оставляют форму для затвердевания смолы в теплом месте не менее чем на 10 часов. Остатки компаунда необходимо убрать в морозильную камеру холодильника.
После затвердевания смолы форму разбирают, зачищают облой, снимают с выступающих радиоэлементов трубки. Хранившемуся в холодильнике остатку компаунда дают принять комнатную температуру и через дренажное отверстие в плате заполняют образовавшуюся раковину, после чего изделие оставляют еще на несколько часов для отверждения.
Описанным способом было изготовлено несколько десятков экземпляров различных электронных устройств для автомобиля. За 2...3 года эксплуатации ни одно не вышло из строя.
В зависимости от требований к изготовляемому устройству, от желания и возможностей радиолюбителя можно широко варьировать размеры и конструкцию как платы, так и самой заливочной формы. Так, например, плату можно изготовить по традиционной технологии (печать на одной стороне, детали - на другой) и залить ее со всех сторон. Причем заливать можно в два приема - сначала с одной стороны, а затем - с другой, а можно и в один.